
Kutty-CNC
Kutty-CNC ist ein kostenloses G-Code-Sendeprogramm mit grafischer Vorschau für CNC-Maschinen mit GRBL-Steuerung. Es kann sowohl für 3-Achs CNC-Fräsen als auch für 4-Achs CNC-Styroschneiden mit Linearachsen verwendet werden.
Bei der Einstellung auf XYZ erscheint der Tab "Manuell" für die manuelle Steuerung der XYZ-Achsen.
Auf XY-UV eingestellt erscheinen die Tabs "Manuell" und "Wire". Bei Manuell können jetzt die beiden Portale bedient werden. Im Tab Wire verbirgt sich ein einfaches Styro-Profil-Schneidemodul. Mit diesem lassen sich Styrokerne herstellen. Kutty arbeitet mit den aktuellen GRBL-Versionen ab 1.1. Getestet ist es auf einem alten Centrino unter XP und mit Windows 10 auf einem neueren Rechner.
Die Grundfunktionen sollten soweit selbsterklärend sein.
Kutty kommt auf den Rechner und GRBL auf den Arduino. Das ergibt eine gute und kostenlose Kombination um eine Maschine mittels CNC zu steuern.
Features:
3-Achs Grafikeinstellung:
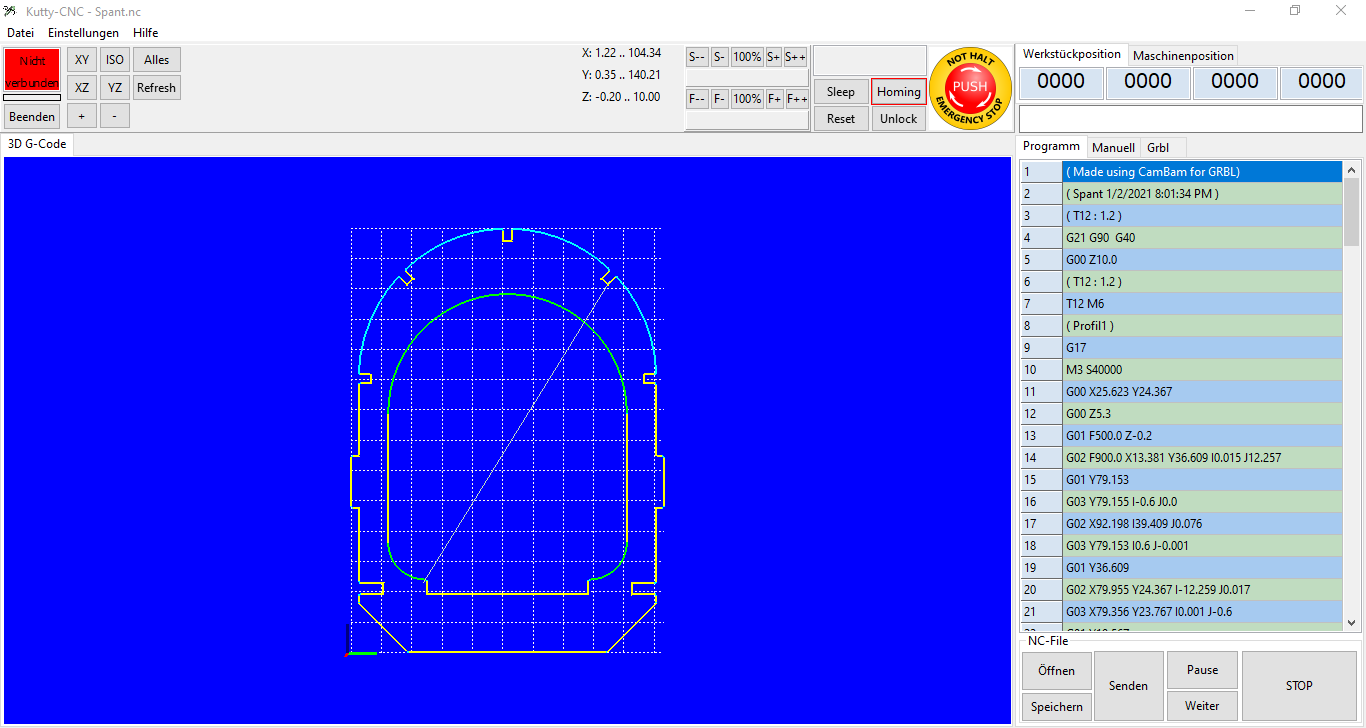
Die Fräswege sind in XYZ abgebildet. Eine eventuelle vierte Achse wird nicht simuliert.
4-Achs Wire-Einstellung:
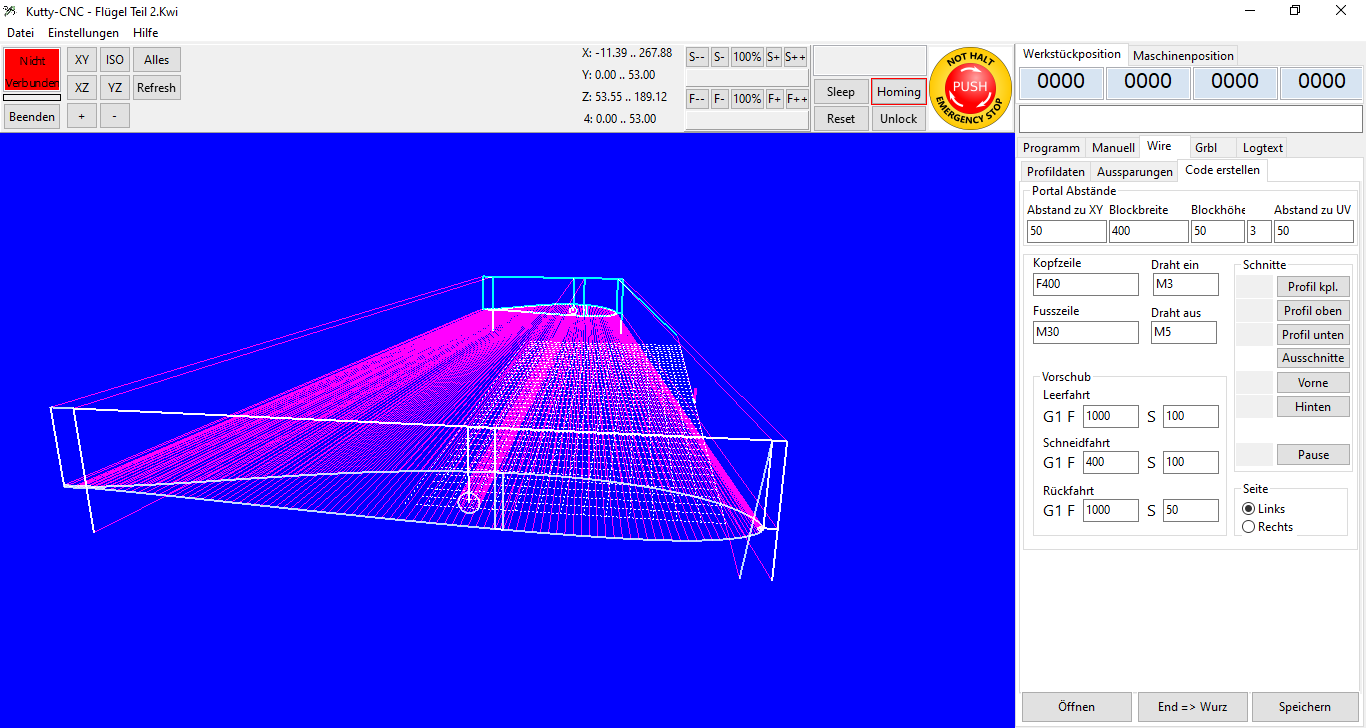
Für Heißdraht-Schneiden ist im Menue Einstellungen die Grafik hierfür auf XY-UV einzustellen.
Pfeiltasten und Gamepad
 Mit den Funktionstasten F1-F3(F4) kann in die verschiedenen Tabs gewechselt werden. Ist der Tab Manuell angewählt sind die Pfeiltasten für das Verfahren reserviert.
Mit den Funktionstasten F1-F3(F4) kann in die verschiedenen Tabs gewechselt werden. Ist der Tab Manuell angewählt sind die Pfeiltasten für das Verfahren reserviert.Mit einem angeschlossenen Nintendo Gamepad kann ebenfalls gejoggt werden. Dessen Pfeiltasten sind für X und Y, Select und Start für die Z-Achse. Zusammen mit der grünen Taste fährt die Maschine im eingestellten Vorschub. Wird zusätzlich noch die linke vordere Taste gedrückt ist der maximale Vorschub aktiv. Die blaue (1) rote (2) und gelbe (3) Taste können in den Einstellungen mit Schrittwerten belegt und dann so schrittweise verfahren werden. Zusammen mit der rechten vorderen Taste führen die vier farbigen Tasten die benutzerdefinierten Befehle 1-4 aus. Die vorderen linke und rechte Taste zuammen machen die Werkzeuglängenbefehle.
Benutzerdefinierte Befehle:
Die erste Zeile ist die Infozeile. Ab der zweiten Zeile sind die eigentlichen CNC-Befehle einzugeben.Ein kleines Beispiel:
Z nach oben
G53 G0 Z0
Werkzeugwechsel Befehle:
Der obere Bereich ist für die Wechselposition gedacht. Dieser wird aufgerufen, wenn in den Einstellungen der Werkzeugwechsel angehakt ist.M5 für Spindelhalt wird automatisch gesendet. Ein kleines Beispiel hierfür:
G53 G0 Z0
G53 G0 X0 Y-200
Das zweite Feld ist für die Werkzeuglängenmessung. Diese Zeilen werden nur bei Klick auf Längenmessung ausgeführt.
Bei mir funktionieren folgende, wobei Z11 die Tasterhöhe ist:
G53 G0 Z-1
G91
G38.2 Z-60 F500
G38.4 Z3 F25
G92 Z11
G90
G0 Z15
Zurücksetzen mit G92.1
Der G92-Offset wird nicht dauerhaft gespeichert. Wenn dies gewünscht ist, die Höhe merken, dann Rücksetzen und eine Z-Nullpunktverschiebung im Werkstück-Koordinatensystem mit der gemerkten Höhe ausführen.
Loops und Variablen
Kutty unterstützt neben den Standardfunktionen Loops, Variablen und die vier Grundrechenarten. In den NC-Zeilen wird alles was zwischen LOOP (Anzahl) und NEXT steht, der Anzahl entsprechend wiederholt. Es können auch mehrere verschachtelte LOOPs sein.Es werden 10 Variablen von #0 bis #9 unterstützt. Jede Variable enthält den mit = zugewiesenen Wert. Es darf nur eine Variablenzuweisung in einer extra Zeile geben.
Z.B. #1=10.
Des Weiteren stehen die vier Grundrechenarten zur Verfügung. Diese müssen in eckigen Klammern stehen.
Z.B. G1 F100 X[10*#1] Y[10*#1] Z[1+#2].
Folgende Zeilen fräsen eine Tasche:
 G21 G90 G40
G21 G90 G40G00 Z10.0
#1=0
#2=0
G17
M3 S6000
Loop 3
Loop 5
G00 Z10.0
G00 X[10+#1] Y[10+#1]
G00 Z5.3
G01 F500.0 Z[0-#2]
G01 X[20-#1] Y[10+#1]
G01 X[20-#1] Y[20-#1]
G01 X[10+#1] Y[20-#1]
G01 X[10+#1] Y[10+#1]
G00 Z10.0
#1=[#1+1]
NEXT
#1=0
#2=[#2-1]
NEXT
M5
M30
M5
Wirefunktion
Im Tab Wire können Flügelabschnitte definiert und extra abgespeichert werden. Das Schneidprogramm setzt man aus den einzelnen Schneid-Jobs in sinnvoller Reihenfolge einmal für links und einmal für rechts zusammen.Der Einfügepunkt des Profiles ist der Nasenpunkt. Dieser bezieht sich auf den Werkstücknullpunkt (G54 - G59).
Die beiden Anfahrpunkte der Aussparungen beziehen sich auf den Profil-Nasenpunkt. Mit Zweien kann man um die Ecke fahren um z.B. von vorne eine Aussparung für einen Naseneinleger zu machen. Wird nur Einer benötigt, einfach die gleichen Koordinaaten nochmal eingeben.
Die Aussparungen beziehen sich auf den Anfahrtspunkt P2. Diese sind frei gestaltbar, da sich jede der vier Ecken auf P2 bezieht. Z.B. eine Holmaussparung mit 6x3, oben mittig hat -3,0 | -3,-3 | 3,-3 | 3,0. Nach links und unten sind es negative Werte. Mit einem Rechtsklick können die zum X-Wert gehörenden Y-Werte geholt werden. Die Distanz muss evtl. noch mit - ergänzt werden.
Bei einer runden Aussparung ist P2 der Mittelpunkt.
Es können Profile im Dat-Format geladen werden. Manche haben wenige Stützpunkte, was zu einem ungünstigen Ergebnis führt. Eine CNC-Maschine kann nur G1-Geraden auf allen vier Achsen gleichzeitig fahren. Hier empfielt es sich die Anzahl der Stützpunkte z.B. mit Xflr zu erhöhen (ungerade Zahl). So kann eine sehr gute Profiltreue erreicht werden.
Für einen Flügel zeichnet man am Besten eine maßstäbliche Draufsicht. So können die Maße der einzelnen Flügelabschnitte mit den Aussparungen abgenommen und im Programm eingegeben werden. Eine gute Planung führt zum Erfolg.
Sprachen
Mit dem "Poedit translation editor" können weitere Sprachdateien erstellt werden. Zum Beispiel Kutty.fr.po für französich. Dabei wird das Kürzel zwischen den beiden Punkten in der Sprachauswahl erscheinen. Die Sprachdatei muss ins Kutty-Programmverzeichnis.
Tipps:
Homing oder Referenzfahrt:
G53 ist das Maschinenkoordinaatensystem. Beim Einschalten des Arduinos steht die Position bei X0, Y0, Z0. Es ist zu empfehlen entweder vor dem Ausschalten die Maschine in die 0-Position zu fahren oder besser, Referenzschalter zu montieren. Mit diesen kann dann eine Referenzfahrt (Homing) gemacht werden. Grbl setzt dann entsprechend der Konfiguration den Nullpunkt. Somit hat man eine definierte Maschinenposition und kann z.B. nach Programmfehlern eine Position erneut anfahren.Hinweis: Der Maschinenursprung ist bei Grbl nach dem Homing rechts hinten oben. Das heist, der Maschinenraum (G53) ist negativ. Erst nach entsprechend gesetztem Offset (G54-G59) kann man mit positiven Werkstück-Koordinaten arbeiten.
Rundachse:
Eine Rundachse ist endlos und Limits sind hier störend. Trotz gesetztem Softlimit kann man diese bei einer einzelnen Achse ausschalten, in dem man Max Travel auf 0 setzt.
Bekannte Probleme:
Grafik: Diese passt sich nicht an jeden Rechner optimal an.
Gefahrenhinweis:
WARNUNG - Nur für private Nutzung auf eigene Gefahr. Das Programm ist eine Beta-Testversion. Der Autor übernimmt keinerlei Haftung für Schäden oder Ausfälle irgendwelcher Art.
Bitte beachten sie die allgemeinen Sicherheitsrichtlinien. Maschinen bergen Gefahren.
Nicht in den Fräsraum greifen, die Maschine könnte eine unvorhergesehene Bewegung machen.
Nothalt anbringen, das hat schon manches gerettet.
Sichtschutz, Gehörschutz tragen, für Staubschutz sorgen, usw.. .
Download:
Kutty-CNC kann als kostenlose Freeware heruntergeladen werden.
Neu hinzugekommen sind:
1.3
-Warnung bei Grenzüberschreitung
-Manueller Werkzeugwechsel
-Konturversatz bei den Profilen
-Grafikprobleme (hoffentlich) beseitigt
1.4
-Jogging mit Tastatur und Gamepad
1.5
-Ausschnitte bei Profil
-LOOPs und Variablen
1.6
-Neuer Skin
-Sprachen
Kutty Version 1.6.3 beta vom 19.01.2022
Zum Cloud-Downloadbereich.
Kutty wird gelegentlich weiterentwickelt. Schauen Sie einfach wieder mal vorbei.